- 您的位置:
- 标准下载网 >>
- 标准分类 >>
- 机械行业标准(JB) >>
- JB/T 5084-1991 内燃机曲轴止推垫圈 技术条件
【机械行业标准(JB)】 内燃机曲轴止推垫圈 技术条件
本网站 发布时间:
1991-07-01 16:00:00
- JB/T5084-1991
- 已作废
标准号:
JB/T 5084-1991
标准名称:
内燃机曲轴止推垫圈 技术条件
标准类别:
机械行业标准(JB)
标准状态:
已作废-
发布日期:
1991-07-01 -
实施日期:
1992-07-01 -
作废日期:
2007-11-01 出版语种:
简体中文下载格式:
.rar.pdf下载大小:
KB
替代情况:
被JB/T 5084-2007替代采标情况:
neq ISO 6525:1983
点击下载
标准简介:
本标准参照采用ISO 6525-1983(E)《滑动轴承—双金属带制造的整圆止推垫圈—尺寸与公差》。 本标准规定了内燃机曲轴止推垫圈的术语、代号与结构型式、技术要求、检验规则和标志、包装、运输、贮存。 本标准适用于气缸直径为200mm以内的拖拉机、汽车、工程机械、船用与固定式的往复活塞式内燃机曲轴止推垫圈。 凡在上述范围内,用双金属材料制造的止推垫圈(除特殊设计外),必须符合本标准的规定。 JB/T 5084-1991 内燃机曲轴止推垫圈 技术条件 JB/T5084-1991 标准下载解压密码:www.bzxz.net
部分标准内容:
J92
JB
中华人民共和国机械行业标准
JB5084--91
内燃机曲轴止推垫圈技术条件
1991-07-01发布
中华人民共和国机械电子工业部发布
1992-07-01实施
中华人民共和国机械行业标准
内燃机曲轴止推垫圈技术条件
JB5084—-91
本标准参照采用ISO6525一1983(E)滑动轴承一双金属带制造的整圆止推垫图--尺寸与公差》。主题内容与适用范围
本标准规定了内燃机曲轴止推垫圈的术语、代号与结构型式、技术要求、检验规则和标患、包装、运输、贮存,
本标准适用于气缸直径为200mm以内的拖拉机、汽车、工程机械、船用与固定式的往复活塞式内燃机曲轴止推垫圈(以下简称止推势图)。凡在上述范围内,用双金属材料制造的止推垫圈(除特殊设计要求外)),必须符合本标准的规定。3
引用标准
GB699
GB2828
GB8896
GB10451
GB10453
JB3657
NJ355
ZBT12 003
优质碳素结构钢技术条件
逐批检查计数抽样程序及抽样表(适用于连续批的检查)铝锡20铜-钢双金属板
滑动轴承薄壁轴承用金属多层材料滑动轴承多层轴承减率合金的硬度检验方法汽车发动机轴瓦锡基和铅基合金金相标准内燃机铸造铜铅合金轴瓦金相检验标准汽车发动机轴瓦铜铅合金金相
3术语、代号与结构型式
3.1术语与代号
止推垫圈的术语与代号见表1、图1和图2。表1
术
外
内
壁
合金层淳度
径
径
厚
止推整图座真径
语
机械电子工业部1991-07-01批准代
D
er
e
De
号
1992-07-01实施
I
*
止推垫图座深度
定位销孔中心位置
定位销扎直径
油槽位胃
油槽精底宽度
油槽清底壁厚
油精例角
油槽半径
池格与外面的间距
告例角或角
语
合金表面例角或医角
平面度
3.2结构型式
JB5084-91
续表1
止推垫圈典型的装配、结构形式见图1、图2,图1
代
c
P
Cx
G
G
a
+
G
+
号
JB5084—91
图2
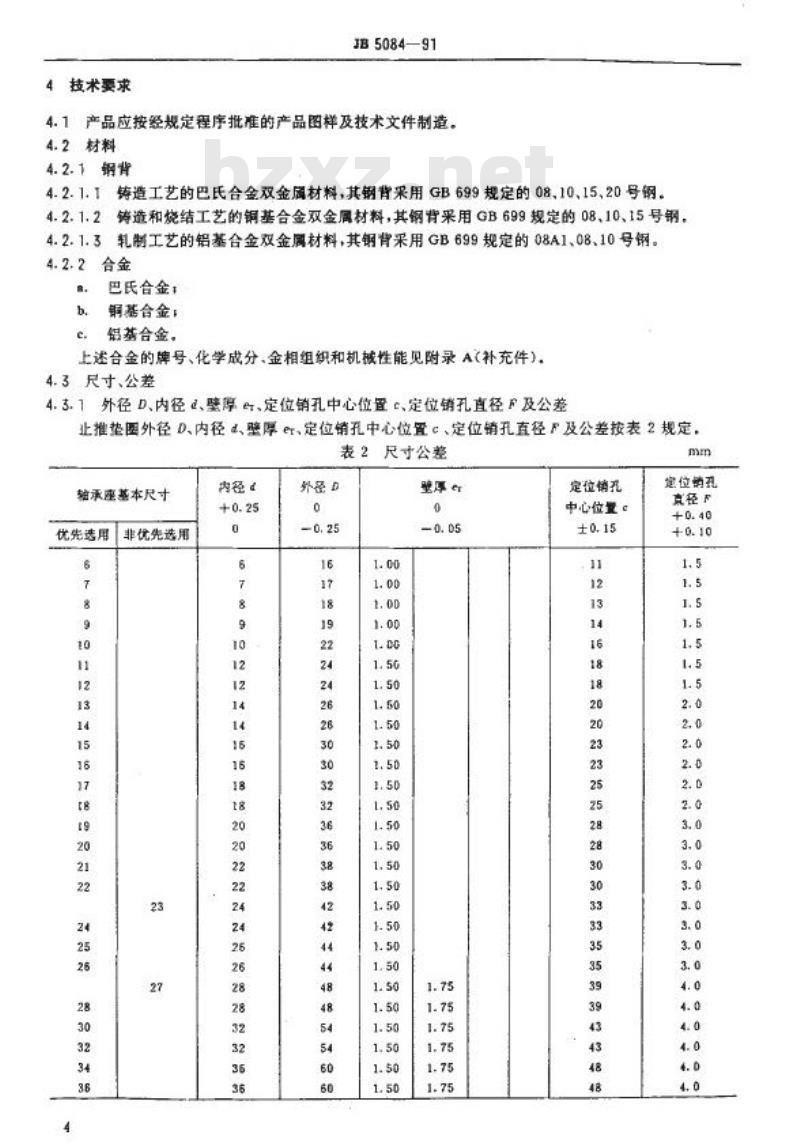
4技术要求
JB5084—91
4.1产品应按经规定程序批准的产品图样及技术文件制造。4.2材料
4.2.1钢背
4.2.1.1铸造工艺的巴氏合金双金属材料,其钢背采用GB699规定的08、10、15、20号钢。4.2.1.2铸造和烧结工艺的铜基合金双金属材料,其钢背采用GB699规定的08、10、15号钢,4.2.1.3轧制工艺的铝基合金双金属材料,其钢背采用GB699规定的08A1、08、10号钢。4.2.2合金
,巴氏合金,
b铜基合金:
e.基合金。
上述合金的牌号、化学成分、金相组织和机被性能见附录A(补充件)。4.3尺寸、公差
4.3.1外径D、内径、壁厚er、定位销孔中心位置c、定位销孔直径F及公差止推垫圈外径D、内径4、壁厚er、定位销孔中心位置c、定位销孔直径F及公差按表2规定,表2尺寸公差
轴承座基本尺寸
优先选用
6
7
8
9
10
11
12
13
14
15
16
17
t8
19
20
21
22
24
25
26
28
30
32
34
36
4
非优先选用
23
27
内径。
+0.25
0
6
7
8
9
10
12
12
14
14
16
16
18
18
20
20
22
22
24
24
26
26
28
28
32
32
36
36
外径D
0
-0.25
16
17
18
19
22
24
24
26
26
30
30
32
32
36
36
38
38
42
42
44
44
48
48
54
54
60
60
1.00
1.00
1.00
1.00
1.00
1.5G
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1. 50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
壁厚。
0
0. 05
1.75
1.75
1.75
1.75
1.75
1.75
定位销孔
中心位置。
±0. 15
11
12
13
14
16
18
18
20
20
23
23
25
25
28
28
30
30
33
33
35
35
39
39
43
43
48
48
mm
定位销孔
真径产
+0. 40
+0.10
1.5
1.5
1.5
1.5
1.5
1. 5
1. 5
2. 0
2. 0
2. 0
2. 0
2. 0
2. 0
3. 0
3.0
3.0
3.0
3. 0
3. 0
3. 0
3. 0
4. 0
4. 0
4. 0
4. 0
4. 0
4. 0
轴承座基本尺寸
优先选用
38
40
42
45
48
50
53
56
60
63
67
71
75
80
非优先选用
39
44
55
57
65
70
内径4
+0. 25
0
40
40
40
45
45
45
50
50
55
55
60
60
60
65
65
70
70
75
75
80
4.3.2止推垫围座直径D及公差免费标准下载网bzxz
外径D
0.25
64
64
64
70
70
70
76
76
80
80
90
90
90
100
100
105
105
110
110
120
JB5084—91
续表2
壁厚r
0. 05
1.50
1.50
1.50
1.50
1.50
1.50
1.75
1.75
1.75
1.75
1.75
1.75
1.75
1.75
2. 00
2. 00
2. 00
2. 00
2.50
2.50
2.00
2.50
2.00
2.00
2.00
2. 00
2. 00
2.00
2. 00
2.00
2.00
2.50
2. 50
2.50
2.50
2. 50
2.50
2.50
2.50
2.50
定位销孔
中心位量。
±0.15
52
52
52
57.s
57.5
57.5
63
63
67.5
67.5
75
75
75
83.5
83.5
88
88
92.5
92.5
100
止推垫圈座直径D的基本尺寸与止推垫画的外径D相同:其公差为G10。4.3.3止推垫围座深度e及公差
止推垫围座深度的基本尺寸及公差,由供需双方商定。4.3.4合金层厚度e
止推垫图的合金层厚度按表3规定。表3
合金材料
巴氏合金
钢基合金
帽基合金
4.3.5合金层厚度公差
台金层厚度
0.25~0.70
0.25~0.75
0.30~0.90
同一止推垫图合金层厚度的最大值与最小值之差应不大于表4规定。表4
合金材料
巴氏合金
基合金
铝基合金
合金层犀度公差:
0. 30
0.40
定位销托
直径F
+ 0. 40
+0.10
4. 0
4.0
4. 0
4.0
4. 0
4. 0
4.0
4. 0
5. 0
5. 0
5. 0
5. 0
5. 0
5. 0
5. 0
5. 0
5.0
5.0
5. 0
5.0
mm
mm
5
4.3.6油提
4. 3. 6. 1
JB5084-91
油槽槽底宽度(w的尺寸及公差按表5规定。表5
外
>
60
径D
槽底宽度
基本尺寸
60
120
4.3.B.2油槽植能壁厚G的极限偏差为(一.s)mm,若油压制面成,则其深度应稍小于合金层厚度e。4.3.6.3油槽倒角角度α推荐为45°4.3.6.4油槽位置G,的公差按表6规定。表6
外
>
60
径D
86
120
4.3.6.5油槽顶端与外圆的间距GL≥1mm,4.3.6.6油榜半径7mm.t250mm,
4.3.7倒角或图角半径
3.5
4.5
Gw
极限偏差
+0.50
mm
mm
油精位置G,的极限偏差
±1.5
±2. 5
4.3.7.1钢费与外因表而间应是,×45*的倒角,或者是半径为,的图角。,按下述范围确定,即;0.3mm≤r,≤0.6mm
4. 3.7.2
合金表面例角或因角半径\按下式确定,即:rsm. 0. 1(D -= ±)/2
4.3.8平面度极限值
无油搏的止推垫限平而度>的极限值按表7规定,有油播的止推垫平面度>的极限值由供需双方商定.
表7
外
80
4.3.9未注公差
径
80
120
凡未规定公差的长度和角度,其极限偏差接如下规定:长度为±0.25mml
角度为±5°
4.4表面粗度
4.4.1钢背表面粗错度R.值应不大于2.5um,4.4.2合金表面粗髓度R,值应不大于1.25μm。6
平度>的极限值
0.10
0. 12
mm
JB5084—91
4.5合金层与钢背应牢围植合,不允许有脱壳现象。4.6钢背表面不得有毛刺、锈蚀、裂纹等缺陷。4.7合金层不得有外来爽杂物、气孔、缩松等缺陷。4.8合金表面不允许有划伤、碰伤及压伤4.9止推垫圈的保用期为2000h,止推垫在保用期内,确因制造质量不良面造成的损坏,制造厂应无偿为用户更换。
5检验规则
5.1检验类别
定期检查:
a.
b人库检验;
e.
交货验收。
5.2检验项目
a.
b.
c.
d.
e.
外形尺寸:
几何精度:
表面相精度:
理化性能;
外观质量:
标志、包装。
t.
5.3抽样方法
按GB2828制定的抽样检查规则执行。5.4检验方法
5.4.1硬度验
钢背与食金的硬度检验方法按GB10453的规定。5.4.2合金层与钢背的钻合度检验以所音为主。轻击止推垫圈钢背时,声音应清瞻响亮,不得有呕音。也可用仪器或作破坏性检验。作破坏性检验的方法如下;
将止推垫圈朝钢背方向弯转90,允许合金层有裂纹,但不允许合金落,或合金层与钢背脱离5.4.3平面度检验
无油播的止推垫圈必频在距离为er十的两竖直平行平板之间.依靠自身的重整落下。有油磨的止推垫圈由供雷双方商定。
6标志、包装、运输、贮存
6.1标志
6.1.1包装盒内必须具有标明制造名称或厂标以及产品型号的标签。6.1.2
包装盆外表面应标明:
a.
e.
d.
制造厂名称、厂标和地址:
产品名称及型号,
数量:
包装日期:
年
6.1.3
包装箱外表面应标明:
a.
b.
c.
制造厂名称及地址;
产品名称及型号:
总重量及数量:
月。
收货单位、地址:
d.
e,“小心轻放”、“防”、“防压”1.出厂日期:
年
月。
JB5084—91
6.2包装
6.2.1每片止推垫图在包装前应保证清洁,并作防蚀处理,经包装后再装入包装盒内,6.2.2每只包装盒内应附有经制造厂质量检验部门检验员签章的产品合格证。6.3运输
包装盒必须装入干燥的包装箱内,每只包装箱的总重量应不超过50kg,并保证在正常运输途中不致损伤。
6.4贮存
经包装后的止推垫围应存放在通风干燥的仓库内。在正常保管情况下,制造厂应保证止推垫圈自出厂之日起12个月内不致锈蚀。
8
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
JB
中华人民共和国机械行业标准
JB5084--91
内燃机曲轴止推垫圈技术条件
1991-07-01发布
中华人民共和国机械电子工业部发布
1992-07-01实施
中华人民共和国机械行业标准
内燃机曲轴止推垫圈技术条件
JB5084—-91
本标准参照采用ISO6525一1983(E)滑动轴承一双金属带制造的整圆止推垫图--尺寸与公差》。主题内容与适用范围
本标准规定了内燃机曲轴止推垫圈的术语、代号与结构型式、技术要求、检验规则和标患、包装、运输、贮存,
本标准适用于气缸直径为200mm以内的拖拉机、汽车、工程机械、船用与固定式的往复活塞式内燃机曲轴止推垫圈(以下简称止推势图)。凡在上述范围内,用双金属材料制造的止推垫圈(除特殊设计要求外)),必须符合本标准的规定。3
引用标准
GB699
GB2828
GB8896
GB10451
GB10453
JB3657
NJ355
ZBT12 003
优质碳素结构钢技术条件
逐批检查计数抽样程序及抽样表(适用于连续批的检查)铝锡20铜-钢双金属板
滑动轴承薄壁轴承用金属多层材料滑动轴承多层轴承减率合金的硬度检验方法汽车发动机轴瓦锡基和铅基合金金相标准内燃机铸造铜铅合金轴瓦金相检验标准汽车发动机轴瓦铜铅合金金相
3术语、代号与结构型式
3.1术语与代号
止推垫圈的术语与代号见表1、图1和图2。表1
术
外
内
壁
合金层淳度
径
径
厚
止推整图座真径
语
机械电子工业部1991-07-01批准代
D
er
e
De
号
1992-07-01实施
I
*
止推垫图座深度
定位销孔中心位置
定位销扎直径
油槽位胃
油槽精底宽度
油槽清底壁厚
油精例角
油槽半径
池格与外面的间距
告例角或角
语
合金表面例角或医角
平面度
3.2结构型式
JB5084-91
续表1
止推垫圈典型的装配、结构形式见图1、图2,图1
代
c
P
Cx
G
G
a
+
G
+
号
JB5084—91
图2
4技术要求
JB5084—91
4.1产品应按经规定程序批准的产品图样及技术文件制造。4.2材料
4.2.1钢背
4.2.1.1铸造工艺的巴氏合金双金属材料,其钢背采用GB699规定的08、10、15、20号钢。4.2.1.2铸造和烧结工艺的铜基合金双金属材料,其钢背采用GB699规定的08、10、15号钢,4.2.1.3轧制工艺的铝基合金双金属材料,其钢背采用GB699规定的08A1、08、10号钢。4.2.2合金
,巴氏合金,
b铜基合金:
e.基合金。
上述合金的牌号、化学成分、金相组织和机被性能见附录A(补充件)。4.3尺寸、公差
4.3.1外径D、内径、壁厚er、定位销孔中心位置c、定位销孔直径F及公差止推垫圈外径D、内径4、壁厚er、定位销孔中心位置c、定位销孔直径F及公差按表2规定,表2尺寸公差
轴承座基本尺寸
优先选用
6
7
8
9
10
11
12
13
14
15
16
17
t8
19
20
21
22
24
25
26
28
30
32
34
36
4
非优先选用
23
27
内径。
+0.25
0
6
7
8
9
10
12
12
14
14
16
16
18
18
20
20
22
22
24
24
26
26
28
28
32
32
36
36
外径D
0
-0.25
16
17
18
19
22
24
24
26
26
30
30
32
32
36
36
38
38
42
42
44
44
48
48
54
54
60
60
1.00
1.00
1.00
1.00
1.00
1.5G
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1. 50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
1.50
壁厚。
0
0. 05
1.75
1.75
1.75
1.75
1.75
1.75
定位销孔
中心位置。
±0. 15
11
12
13
14
16
18
18
20
20
23
23
25
25
28
28
30
30
33
33
35
35
39
39
43
43
48
48
mm
定位销孔
真径产
+0. 40
+0.10
1.5
1.5
1.5
1.5
1.5
1. 5
1. 5
2. 0
2. 0
2. 0
2. 0
2. 0
2. 0
3. 0
3.0
3.0
3.0
3. 0
3. 0
3. 0
3. 0
4. 0
4. 0
4. 0
4. 0
4. 0
4. 0
轴承座基本尺寸
优先选用
38
40
42
45
48
50
53
56
60
63
67
71
75
80
非优先选用
39
44
55
57
65
70
内径4
+0. 25
0
40
40
40
45
45
45
50
50
55
55
60
60
60
65
65
70
70
75
75
80
4.3.2止推垫围座直径D及公差免费标准下载网bzxz
外径D
0.25
64
64
64
70
70
70
76
76
80
80
90
90
90
100
100
105
105
110
110
120
JB5084—91
续表2
壁厚r
0. 05
1.50
1.50
1.50
1.50
1.50
1.50
1.75
1.75
1.75
1.75
1.75
1.75
1.75
1.75
2. 00
2. 00
2. 00
2. 00
2.50
2.50
2.00
2.50
2.00
2.00
2.00
2. 00
2. 00
2.00
2. 00
2.00
2.00
2.50
2. 50
2.50
2.50
2. 50
2.50
2.50
2.50
2.50
定位销孔
中心位量。
±0.15
52
52
52
57.s
57.5
57.5
63
63
67.5
67.5
75
75
75
83.5
83.5
88
88
92.5
92.5
100
止推垫圈座直径D的基本尺寸与止推垫画的外径D相同:其公差为G10。4.3.3止推垫围座深度e及公差
止推垫围座深度的基本尺寸及公差,由供需双方商定。4.3.4合金层厚度e
止推垫图的合金层厚度按表3规定。表3
合金材料
巴氏合金
钢基合金
帽基合金
4.3.5合金层厚度公差
台金层厚度
0.25~0.70
0.25~0.75
0.30~0.90
同一止推垫图合金层厚度的最大值与最小值之差应不大于表4规定。表4
合金材料
巴氏合金
基合金
铝基合金
合金层犀度公差:
0. 30
0.40
定位销托
直径F
+ 0. 40
+0.10
4. 0
4.0
4. 0
4.0
4. 0
4. 0
4.0
4. 0
5. 0
5. 0
5. 0
5. 0
5. 0
5. 0
5. 0
5. 0
5.0
5.0
5. 0
5.0
mm
mm
5
4.3.6油提
4. 3. 6. 1
JB5084-91
油槽槽底宽度(w的尺寸及公差按表5规定。表5
外
>
60
径D
槽底宽度
基本尺寸
60
120
4.3.B.2油槽植能壁厚G的极限偏差为(一.s)mm,若油压制面成,则其深度应稍小于合金层厚度e。4.3.6.3油槽倒角角度α推荐为45°4.3.6.4油槽位置G,的公差按表6规定。表6
外
>
60
径D
86
120
4.3.6.5油槽顶端与外圆的间距GL≥1mm,4.3.6.6油榜半径7mm.t250mm,
4.3.7倒角或图角半径
3.5
4.5
Gw
极限偏差
+0.50
mm
mm
油精位置G,的极限偏差
±1.5
±2. 5
4.3.7.1钢费与外因表而间应是,×45*的倒角,或者是半径为,的图角。,按下述范围确定,即;0.3mm≤r,≤0.6mm
4. 3.7.2
合金表面例角或因角半径\按下式确定,即:rsm. 0. 1(D -= ±)/2
4.3.8平面度极限值
无油搏的止推垫限平而度>的极限值按表7规定,有油播的止推垫平面度>的极限值由供需双方商定.
表7
外
80
4.3.9未注公差
径
80
120
凡未规定公差的长度和角度,其极限偏差接如下规定:长度为±0.25mml
角度为±5°
4.4表面粗度
4.4.1钢背表面粗错度R.值应不大于2.5um,4.4.2合金表面粗髓度R,值应不大于1.25μm。6
平度>的极限值
0.10
0. 12
mm
JB5084—91
4.5合金层与钢背应牢围植合,不允许有脱壳现象。4.6钢背表面不得有毛刺、锈蚀、裂纹等缺陷。4.7合金层不得有外来爽杂物、气孔、缩松等缺陷。4.8合金表面不允许有划伤、碰伤及压伤4.9止推垫圈的保用期为2000h,止推垫在保用期内,确因制造质量不良面造成的损坏,制造厂应无偿为用户更换。
5检验规则
5.1检验类别
定期检查:
a.
b人库检验;
e.
交货验收。
5.2检验项目
a.
b.
c.
d.
e.
外形尺寸:
几何精度:
表面相精度:
理化性能;
外观质量:
标志、包装。
t.
5.3抽样方法
按GB2828制定的抽样检查规则执行。5.4检验方法
5.4.1硬度验
钢背与食金的硬度检验方法按GB10453的规定。5.4.2合金层与钢背的钻合度检验以所音为主。轻击止推垫圈钢背时,声音应清瞻响亮,不得有呕音。也可用仪器或作破坏性检验。作破坏性检验的方法如下;
将止推垫圈朝钢背方向弯转90,允许合金层有裂纹,但不允许合金落,或合金层与钢背脱离5.4.3平面度检验
无油播的止推垫圈必频在距离为er十的两竖直平行平板之间.依靠自身的重整落下。有油磨的止推垫圈由供雷双方商定。
6标志、包装、运输、贮存
6.1标志
6.1.1包装盒内必须具有标明制造名称或厂标以及产品型号的标签。6.1.2
包装盆外表面应标明:
a.
e.
d.
制造厂名称、厂标和地址:
产品名称及型号,
数量:
包装日期:
年
6.1.3
包装箱外表面应标明:
a.
b.
c.
制造厂名称及地址;
产品名称及型号:
总重量及数量:
月。
收货单位、地址:
d.
e,“小心轻放”、“防”、“防压”1.出厂日期:
年
月。
JB5084—91
6.2包装
6.2.1每片止推垫图在包装前应保证清洁,并作防蚀处理,经包装后再装入包装盒内,6.2.2每只包装盒内应附有经制造厂质量检验部门检验员签章的产品合格证。6.3运输
包装盒必须装入干燥的包装箱内,每只包装箱的总重量应不超过50kg,并保证在正常运输途中不致损伤。
6.4贮存
经包装后的止推垫围应存放在通风干燥的仓库内。在正常保管情况下,制造厂应保证止推垫圈自出厂之日起12个月内不致锈蚀。
8
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
标准图片预览:




- 其它标准
- 推荐标准
- 机械行业标准(JB)标准计划
- JB/T50174-1999 电镀工序能耗分等
- JB/T7535-1994 锻造工艺质量控制规范
- JB/Z227-1985 金属挤压液压机 基本参数
- JB/T9257-1999 交流差动变压器式位移传感器
- JB/T5615-2004 拖拉机传动齿轮 技术条件
- JB/T8477.1-1996 影室照相用闪光同步小型电子闪光灯
- JB3670-1984 HS手拉葫芦 包装技术条件
- JB/T4714-1992 浮头式换热器和冷凝器 型式与基本参数
- JB/T9984.2-1999 通过式抛丸清理机 技术条件
- JB/T9541-1999 家用换气扇用电动机 通用技术条件
- JB2938-1981 干式永磁筒式磁选机
- JB3368-1983 页状金相砂纸
- JB/T5265-1991 间接电阻炉 RB系列罩式电阻炉
- JB/T6146-2007 引伸计 技术条件
- JB/T53532-2000 转筒干燥机 产品质量分等
请牢记:“bzxz.net”即是“标准下载”四个汉字汉语拼音首字母与国际顶级域名“.net”的组合。 ©2009 标准下载网 www.bzxz.net 本站邮件:[email protected]
网站备案号:湘ICP备2023016450号-1
网站备案号:湘ICP备2023016450号-1